|
Common MGB cylinder head crack points.
It's no secret that MGB cylinder heads are prone to cracking and as these heads become older, the situation becomes worse. Past overheating problems and thermal cycling from short periods of warm up and cool down all stress the casting in different ways. While many methods of crack detection exist, knowing where cracks are most likely to form is still your best bet toward finding them. The following article pinpoints those areas where our experience has shown cracks are most likely to occur. If you don't see cracks in the areas shown below, your head is most likely a good one.

This is the most common crack point to afflict all models of MGB cylinder heads. Water leaking externally above the spark plug hole and water leaking into the rocker cover area are the problems most commonly associated with this one. We've never seen a repair in this area last, so heads like this are junk.

These cracks are most often seen when a head has been overheated. Most machine shops will look for this one before even removing the valves. Again, this head is junk.

These cracks in the center two exhaust seats are also common if a head has been overheated. The head above is unserviceable, but very small cracks of this nature can sometimes be fixed if the crack does not extend past the edge of a new seat insert.

The above image shows what not to do when trying to fix a cracked head. In this case the crack has extended down into the exhaust port below the new seat insert. This type of repair is a time bomb waiting to go off sometime in the future when this seat gets loose and falls out.

Here again we have an attempt to fix a head with the type of cracks seen above. The previous machine shop used Iron-Tite plugs to replace the cracked area and then installed new exhaust seats as well. Our experience has shown this method to often be "iffy" at best and we will not work on heads having had this type of repair.

Another very common crack point is between the two center water passage holes in the head. Cracks in this area may, or may not be of any real concern and can often be fixed with Iron-Tite plugs. The head shown above has had these holes welded previously, but cracks in other areas made the head useless. We find that heads having severe cracking in this area are most often cracked elsewhere too, so keep looking!
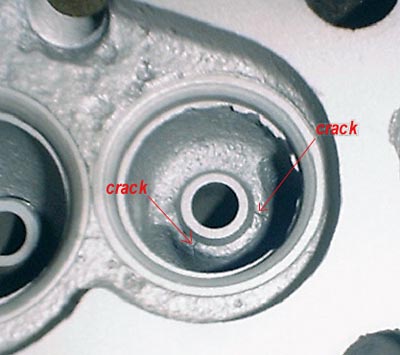
A less common place for these heads to crack, is within the exhaust guide boss itself. In the picture above, two cracks were evident, but often we'll only find one. This is not a problem if the cracks do not extend too far into the port and the cracked area can be removed during our porting process.

Very rarely will we see a head with a crack between the inlet valves, but as the above photo shows, it can happen. When we see this, we consider the head junk, as attempts to fix these cracks have always brought nothing but failure and frustration.

One last place for cracks to occur, is right on the point of the "beak" within the combustion chamber itself. This one often eludes even the most sophisticated crack checking methods and wont show itself until the head has had the casting flash ground away. We've found these cracks to be impossible to fix and all our attempted tries have only made the problem worse.
Some quick crack checking and repair tips are as follows:
- The cylinder head must be very clean for proper crack inspection. If all grease, oil and paint have not been removed, cracks have a substance to hide under.
- Like with the items mentioned above, rust can also hide cracks in various ways. Not only will surface rust make crack detection difficult, but cracks filled with rusted material will often fool a magnaflux operator by not revealing a definite line in the powder. Other methods, like die-penetrant or pressure testing may also fail to highlight a severely rusted crack.
- Iron-Tite plugs and other similar plugging methods (like Lock-N-Stich) are sometimes an acceptable method to repair cracks when used properly. The above photos and comments should guide you as to wether a crack is a candidate for this method or not. If these methods are used, the head must be clean and a sealing compound like Iron-Tite Seal lock is essential to ensure the repair will last. You might still need to run a sealing fluid through the cooling system once the job is done however, nothing is as good as an uncracked core.
- Welding is a bad idea 99% of the time. If you do happen to find someone who knows how to do the job right, the cost will most often be more than a new core. If the welding job is very small, then most of the time a repair like Iron-Title will be less traumatic to the casting and serve the same purpose. We feel welding is best reserved for saving race heads and other rare situations.
Home | Cylinder Heads | Articles
For Sale | Contact
Unless otherwise noted, all material is:
©2008 Sean Brown
All rights reserved.
| 